The Process: Accuracy within Profile Hub Production.
Walking through Profile’s machine shop the other day, I stumbled upon our head machinist working with some really interesting tools.
Although this processing is mundane, I thought it really interesting the amount of time, care and precision that goes into keeping Profile’s hubs at accurate specs.
For my own knowledge, I shot some pics and asked some questions. But thought they were too interesting to not share.
- Matt Coplon
Check it:

An assortment of gauge blocks to measure all of our hub production inventory. These blocks work for the dozens of different hubs Profile manufactures.
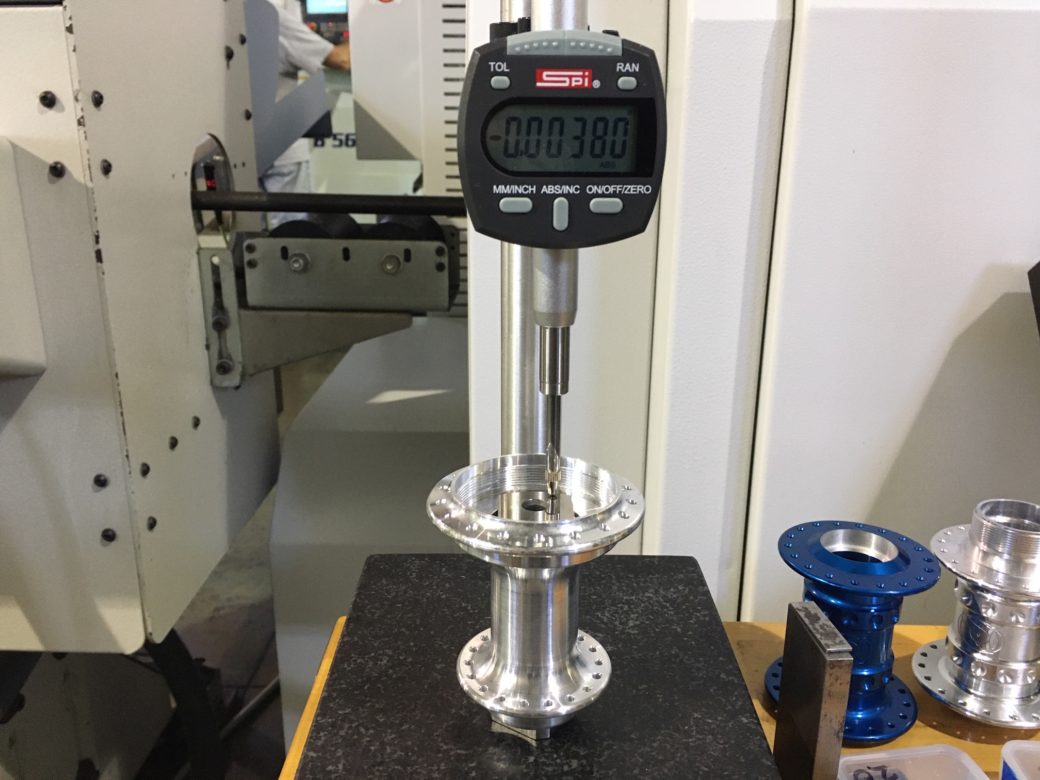
For the Profile Elite Rear Hub, we use a drop indicator with gauge blocks that measures the distance between the hub bores at 2 inch, 50 thousandths (or 2.050). When accurate, the drop indicator measures 0.

Two Precision Ground Blocks are needed to accurately measure bore depth.
The Precision Ground Blocks are 1/2 inch by 2 to accurately measure between the bores.
Considering the bore depth reading should be at 0, the set up piece (or, initial hub shell) is .0038, which is too wide. The hub shell is then scrapped.
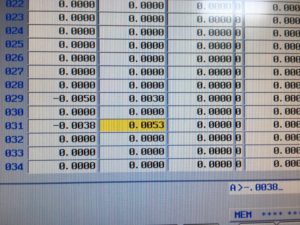
So we adjust the program by -.0038 to make it zero out. This process is repeated every 5th hub shell to guarantee accuracy.